


高端压铸模具钢的开发应用是世创科技公司的主营业务之一,联合百年品牌大冶特钢(SZ:000708),依托公司30年材料热处理的强大实力,为客户提供高端优质母材,机加工,热处理,涂层,模具的设计与维护以及失效分析等压铸模具钢一站式解决方案。
电话:巫总 135 1279 2145
邮箱:lqh@strongmetal.com.cn
地址:广东省佛山市顺德区陈村石洲工业区30号
备案号:粤ICP备09051653号

建议:
1. 虽然凸缘的厚度是3.5mm,但是周边四面的厚度是1.7mm,底部的厚度是2mm。所以,建议把内浇口的厚度由原来的1.5mm,改为1.2mm;
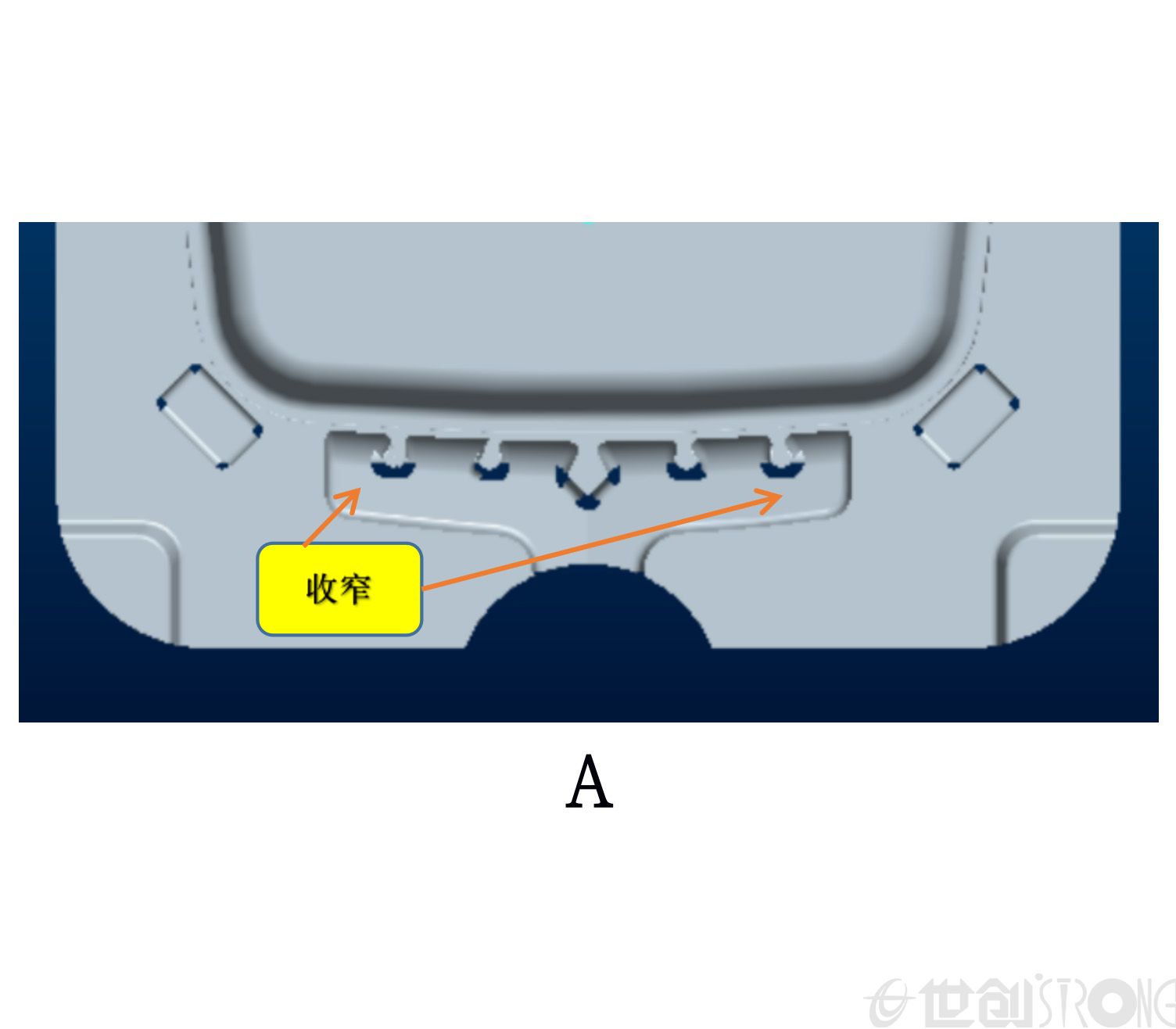
2. 为了保证进料的顺序是从中往外依次进料,建议流道的截面积按内浇口的面积从中往外依次减小(如图A);
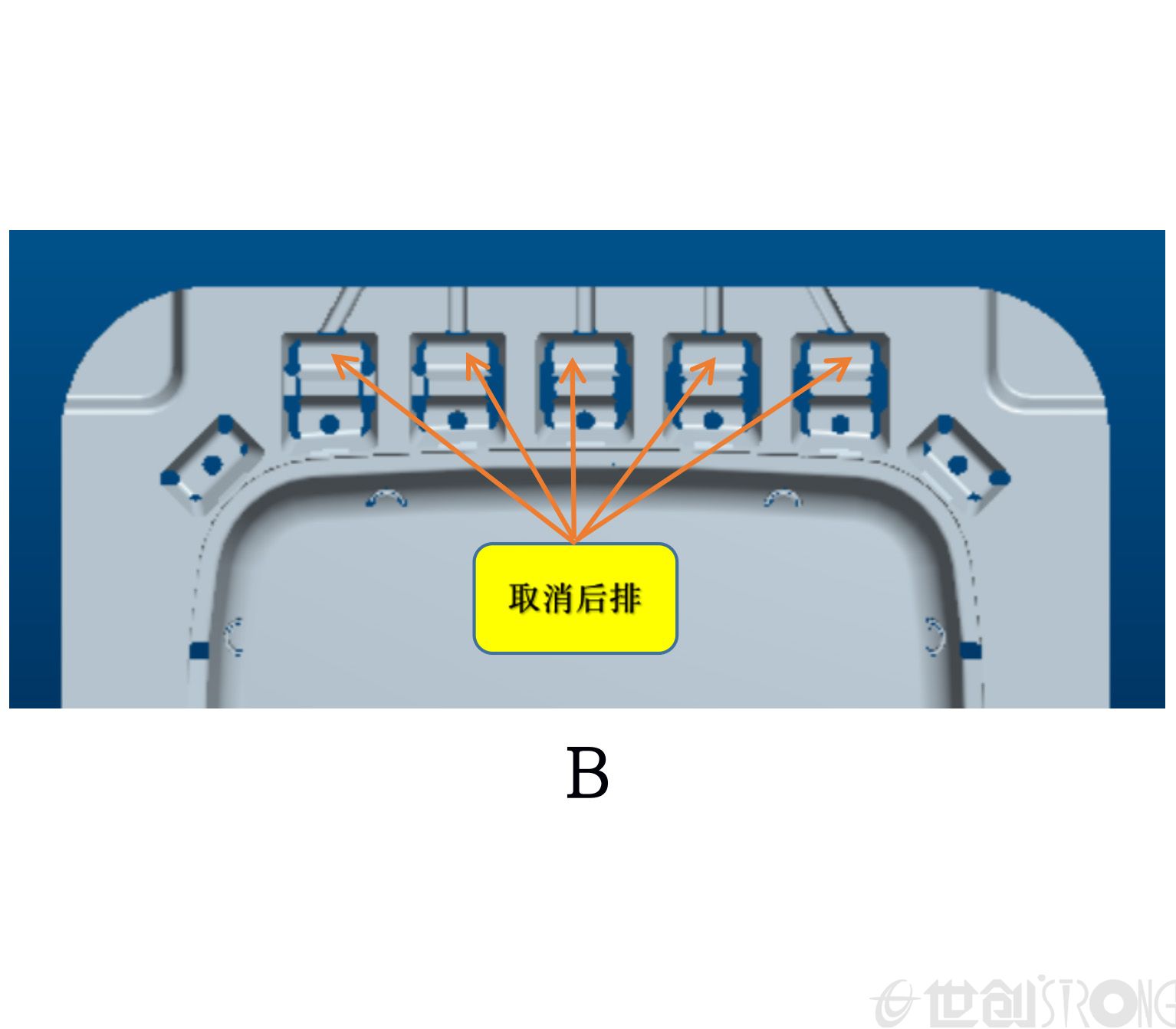
3. 除非是用足够大的机台来生产,否则,建议取消后排的渣包;
4. 定模的流道和渣包的脱模斜度建议要≧15°,而且要足够光滑。否则,就会粘定模。
压铸模具钢的开发应用是世创科技公司的主营业务之一,联合百年大冶特钢,依托公司30年材料热处理的强大实力,为客户提供高端优质母材,机加工、热处理、涂层、模具的设计与维护以及失效分析等压铸模具钢一站式解决方案。
上一篇没有了
下一篇专业案例分析 2
高端压铸模具钢的开发应用是世创科技公司的主营业务之一,联合百年品牌大冶特钢(SZ:000708),依托公司30年材料热处理的强大实力,为客户提供高端优质母材,机加工,热处理,涂层,模具的设计与维护以及失效分析等压铸模具钢一站式解决方案。
电话:巫总 135 1279 2145
邮箱:lqh@strongmetal.com.cn
地址:广东省佛山市顺德区陈村石洲工业区30号
备案号:粤ICP备09051653号
Tel.:+86-0757-2332 2638
Fax:+86-0757-2332 2619
E-mail:fzz@strongmetal.com.cn
Add: No.32, Shizhou, Chencun, Shunde, Foshan, Guangdong 528313, China








